在焊接方法确定之后,
防爆正压柜工件的焊缝布置和焊缝型式的选择,同样是保证焊接质量和提高生产效率的一种重要因素。
1.焊缝布置
所谓“焊缝布置”,是指在焊接几件防爆正压柜工件时焊缝位置的布置。它密切关系着焊接防爆正压柜工件质量和焊接作业环境以及焊接后防爆正压柜工件的机械加工。
焊缝布置的工艺设计基本原则是:
(1)焊缝位置尽可能地分散布置
在多件防爆正压柜工件焊接时,焊缝应该分散布置,焊缝与焊缝之间必须具有一定的距离。通常情况下,这个距离应该大于3倍防爆正压柜工件厚度,至少也得大于100mm。这样可以减小防爆正压柜工件过热,缩小热影响区,改善焊缝区域的金褶组织。
(2)焊缝位置尽可能地对称布置
焊缝对称布置可以减小焊缝收缩时出现较大的变形。在防爆电气设备外壳焊接时,人们就应该尽可能地使焊缝位置对称,尽可能地减小爆接变形。
(3)焊缝位置尽可能地避开最大应力及应力集中区域.
焊缝位置避开最大应力及应力集中区域可以减小焊接变形,甚至开裂o.在防爆正压柜工件截面急剧变化或棱角转换部位焊接后极易产生应力集中,应该尽可能地避免布置焊缝。
对于防爆电气设备,有时会有一些圆筒形外壳,例如隔爆型磁力起动器的隔爆外壳。它的封头和圆筒部分的连接就可能构成应力集中的结构。在实际工程设计时,这种隔爆外壳常
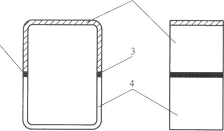
图14防爆电气设备外壳焊缝位置布置示例
1、3--焊缝2、4--防爆正压柜工件
常采用半球形封头一圆筒一法兰结构或者半椭圆截面形封头一圆筒·法兰结构(参见张显力、张海鸥编著的《防爆电气概论第2版》有关章节);对于这种结构,人们常常将封头(封头.圆筒)冲压成形后再与法兰焊接就可以减小焊接后的应力集中。
(4)焊缝位置应该便于焊接操作
在多防爆正压柜工件焊接时,焊缝位置对焊接作业难易程度有很大的影响。在结构设计时,人们既应该考虑设备功能的需要,又应该顾及焊接作业的难易。例如,图15a所示很难甚至无法施焊;图15b所示则较为合理。
在图15a中,防爆正压柜工件1、防爆正压柜工件2和防爆正压柜工件3的尺寸较大,施焊空间尺寸(L,)太小,无法作业;在图15b中,增大施焊空间尺寸(L2,通常不小于焊条长度,以及减小防爆正压柜工件1和防爆正压柜工件2的尺寸)或调整防爆正压柜工件4的位置即可施焊。
(5)焊缝位置不应该布置在机械加工面上
焊缝位置不要布置在机械加工面上。防爆正压柜工件焊接后焊缝金相组织会发生变化,不易获得较好的加工表面质量。
2.焊缝型式
所谓“焊缝型式”,也称“接头型式”,是指焊接前防爆正压柜工件断面形状组成的焊口型式。它包括坡口形式和相关尺寸,由防爆正压柜工件的结构形状、强度要求、
防爆正压柜工件厚度、焊条消耗量、坡VI加工难易程度等因素综合考虑确定。不同的焊接方法有慧举一样的焊缝型式。
(1)气焊、焊条电弧焊和二氧化碳焊的焊缝型式
GB/T 985.1—2008《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》指出,碳钢和低合金钢的焊接焊缝(接头)可以分为单面对接焊焊缝、双面对接焊焊缝和角焊焊缝。下面简单地介绍一下这些焊缝的坡口形式和相关尺寸。
1)单面对接焊焊缝
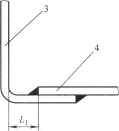

图15焊缝位置与焊接操作示例示意图
a)不合理b)合理单面对接焊焊缝的坡口形式及相关尺寸如表15所示。
(2)其他焊接的焊缝型式
其他焊接的焊缝型式,例如埋弧焊、电渣焊,基本上与气焊、焊条电弧焊和二氧化碳焊的焊缝型式相同或相近,只是有关尺寸有所不同。在实际应用中,人们可以查阅以下国家标准:
GB/T 985.2—2008《埋弧焊的推荐坡口》;GB/T 985.3—2008《铝及铝合金气体保护焊的推荐坡口》;GB/T 985.4—2008《复合钢的推荐坡口》。
3.焊缝型式选择的一般原则
在焊缝型式选择时,人们应该根据焊接结构型式和焊接质量要求(例如结构强度等)遵守如下基本原则:
①根据防爆正压柜工件的材料选择合适的焊接方法。例如,对于低碳钢,可以选择焊条电弧焊等方法进行焊接。
②根据防爆正压柜工件的形状和厚度选择合适的坡口形式。例如,对于平板钢板,在平面连接时,可以采用.V形坡口的单面对接焊或双面对接焊进行焊接;在T形连接时,可以采用单边V形坡口或K形坡口对接焊进行焊接。
③根据坡口加工的难易程度选择合适的坡口形式。1例如,’V形坡口和K形坡口的加工比u形坡H和J形坡口的容易,一般情况下,大多采用V形坡口和K形坡口进行焊接。
④根据防爆正压柜工件的厚度和焊条的消耗量在保证焊接质量的条件下尽可能地选择较小的坡口尺寸。
这些基本原则的综合运用有助于改善和提高焊接质量。对于防爆电气设备来说,尤其是隔爆型电气设备的外壳,它要承受内部爆炸压力的冲击作用,焊接质量之一的焊接强度是十分重要的,必须满足要求。